
Детали и конструкции из нержавеющих, медных и алюминиевых, легированных сплавов, различные иные цветные металлы, невозможно сварить обычным способом. Иногда случаются различные ситуации, когда нужно сварить нержавеющие трубы, алюминиевые детали для автомобиля и т. п. В таких моментах нужна специальная сварка – аргонодуговая.

Методика и общие положения
Сварка в среде аргона сочетает в себе дуговую и газовую сварки. От электросварки здесь присутствует электрическая дуга, а от газовой – наличие газа и принцип работы.
Появляется закономерный вопрос, для чего присутствие аргона? Потому, что в процессе работы цветные и легированные стали контактируя с воздухом из окружающей среды начинают окисляться. Сварной шов выходит слабым, пористым, а при контакте алюминия с воздухом происходит возгорание. Для защиты металла от негативного воздействия различных факторов приходится использовать инертный газ аргон. Так как масса этого газа больше массы воздуха, то он свободно вытесняет кислород из области сварки, при этом надежно защищает рабочую зону от всех влияний окружающей среды. Подачу газа в область сваривания деталей начинают за 20 сек., прекращают спустя 7 – 10 секунд окончания работы. В процессе сварки используя обратную полярность из молекул аргона выделяются электроны, превращая сварочную среду в электропроводную плазму. Из-за этой особенности газа применяют тугоплавкий электрод из вольфрама.
Сварка аргоном для начинающих
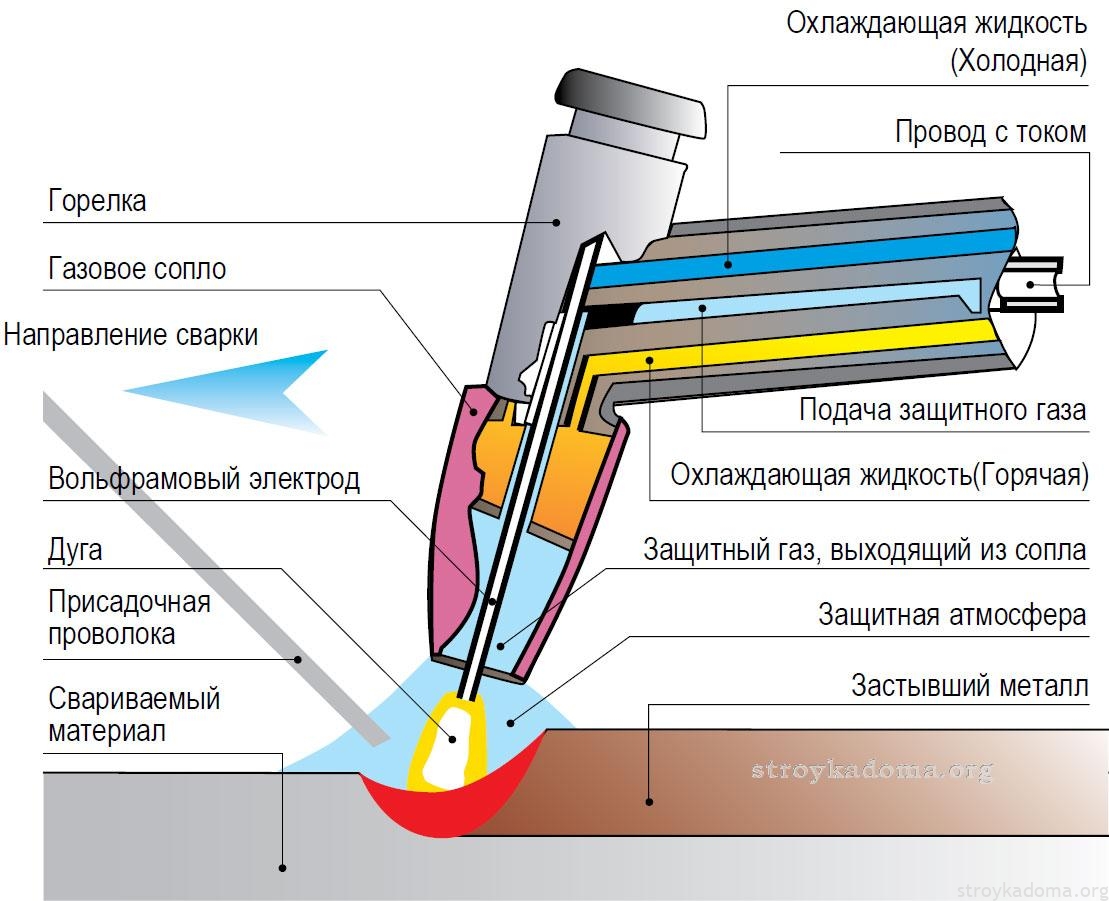
Рассмотрим технологию сварки аргоном:
- вокруг вольфрамового электрода закрепляют сопло из керамики, из него подается аргон;
- по таблицам подбирается присадочный пруток, материал аналогичен свариваемым элементам;
- свариваемые поверхности зачистить от окисления, грязи, жира;
- подается «масса» к свариваемой детали, присадочный пруток подается отдельно;
- в рабочую руку берем горелку во вторую присадочную проволоку, за 20 секунд до начала работы начинаем подавать газ;
- сила тока устанавливается исходя из характеристик свариваемых металлов;
- сопло горелки подводится на расстояние до 2 мм к присадочной проволоке;
- прекращать подачу газа спустя 4 – 7 секунд после прекращения сварки.
Режимы сварки аргоном
Для получения высококачественного шва при сварке в среде аргона нужно правильно выбрать режим. Для каждого материла необходимо отдельно подбирать режим. Он зависит, от химического состава метала и толщины свариваемых деталей.
Сварка алюминия
Расплавление алюминия происходит при температуре 650 °C, а оксидной пленки 2000 °C поэтому сварка обычным способом невозможна. В связи с этим выполняют сварку алюминия аргоном на обратной полярности. При этом способе ионы аргона начинают атаковать поверхность металла, создавая электропроводную плазму для более быстрого разрушения оксидной пленки.

Сварка нержавеющей стали
Металл обладает высокими антикоррозийными свойствами и высокой степенью прочности. Из-за своих особенных свойств сталь требует специальных методов обработки. Поэтому производят сварку нержавейки аргоном. Этот процесс очень сложен и трудоемок, а связи с этим этот вид работ для начинающих не по силам. Основная проблема этого процесса растекание металла. К сварке нержавейки аргоном надо подходить очень внимательно. Например: присадочный пруток должен иметь более высокую степень легирования, а электрод горелки — тугоплавким.
Преимущества и недостатки
Технология сварки аргоном, как и все остальные, имеет преимущества и недостатки.
Достоинства
- зона сварки защищена от влияния окружающей среды, что придает шву прочность;
- материал практически не нагревается, что позволяет сваривать детали сложной конструкции, не деформируя их;
- высокая скорость выполнения работ;
- можно сварить металлы, которые иным методом не сваришь.
Недостатки
- сложное и дорогостоящее оборудование, необходима точная настройка;
- выполнение сварочных работ требует опыта.
Эта технология сварки обеспечивает высококачественный шов, что особенно важно при работе с тонким металлом.





